
38 Buckel, 1 Hub, 3,5 Sekunden:
Sägekettenschwerter schweißen im Eilgang
Husqvarna ist einer der führenden Hersteller von Motorgeräten für die Forstwirtschaft sowie die Garten- und Landschaftspflege. Seit 1959 sind Motorsägen ein fester Teil des Produktportfolios und weithin für ihre Qualität bekannt. Um die Fertigung der Führungsschienen bzw. Sägekettenschwerter zu optimieren, entwickelte DALEX eine automatisierte Sonder-Portalschweißanlage in Gleichstrom-Ausführung. Sie verbindet die Einzelteile der Führungsschiene mit 38 Schweißbuckeln in einem Hub in nur 3,5 Sekunden!
Fällen, entasten, sägen, Brennholz schneiden, Bäume zurückschneiden und mehr – mit den einfach bedienbaren, zuverlässigen und robusten Motorsägen bietet Husqvarna Profis wie Laien hervorragende Werkzeuge für ihre Forst- und Gartenarbeiten. Damit die Motorsägen auch halten, was Husqvarna verspricht, sind hochwertige Komponenten das A und O. Ein Beispiel sind die Führungsschienen, auch als Sägekettenschwerter bekannt. Sie spielen eine entscheidende Rolle in der Funktionalität von Motorsägen und gewährleisten eine präzise Führung der Sägekette bei minimaler Reibung. Damit sind sie das entscheidende Bindeglied, um die Leistung des Motors über die Kette effizient ins Holz zu bringen. Die Treibglieder der Kette laufen über die umlaufende Nut der Schiene. Wie manche vermuten könnten, wird die Nut jedoch nicht in die Schiene gefräst, sondern sie entsteht, indem zwei Außenbleche mit einem mittleren kleineren Blech verschweißt werden. Um diese Schweißaufgabe wirtschaftlich und automatisiert zu erledigen, holte sich Husqvarna DALEX ins Boot.
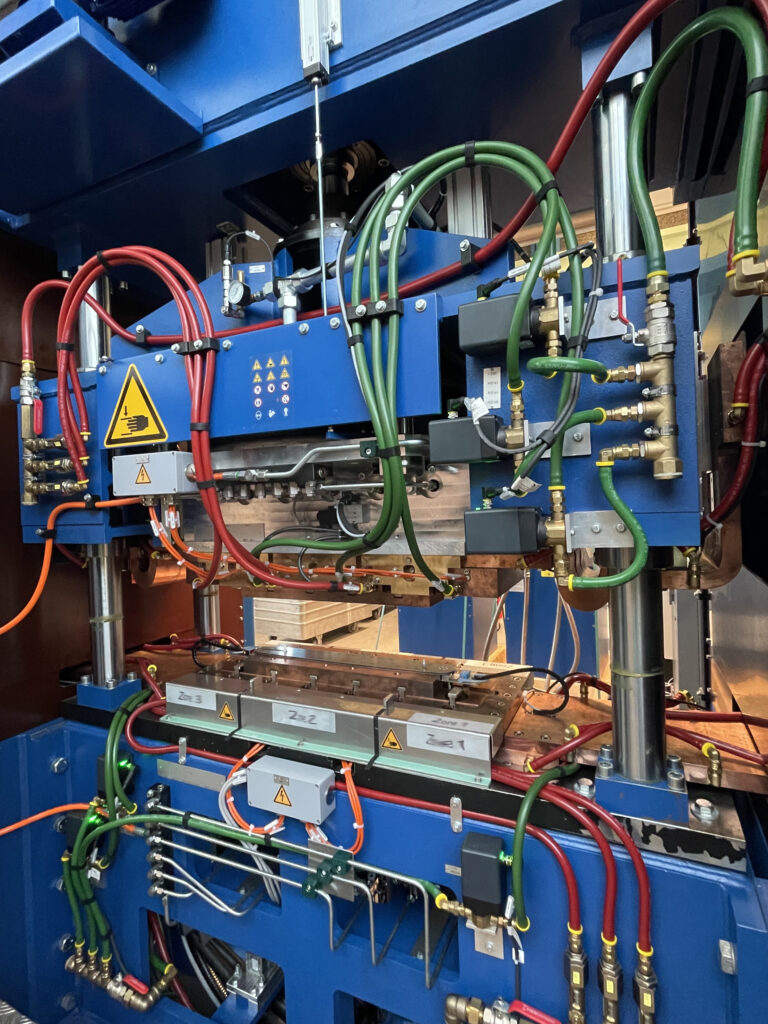
„Die Aufgabe war, die dreilagigen Führungsschienen mit Nennlängen zwischen 10 und 24 Zoll mittels Buckelschweißen automatisiert zu verbinden. Zum einen waren kurze Taktzeiten gefordert, um eine hohe Produktivität zu gewährleisten. Und zum andern muss bei einer so entscheidenden Komponente selbstverständlich die Qualität der Schweißverbindung auf höchstem Niveau sein, damit die drei Blechlagen fest und sicher zusammengefügt sind“, beschreibt Christoph Desch, Vertriebsleiter bei der DALEX Automation & Welding GmbH, die Anforderungen. „Damit die Anlagen solche Bestleistungen bringen können, müssen sie exakt auf die jeweiligen Anforderungen abgestimmt werden. Deswegen haben unsere Experten vom technischen Vertrieb, das Projekt bei Husqvarna von Anfang engmaschig betreut und beraten. In engem Dialog mit Husqvarna haben wir so eine maßgeschneiderte Lösung entwickelt.“ Entstanden ist eine automatisierte, sehr große Sonder-Portalschweißanlage in Gleichstrom-Ausführung, die in Zusammenarbeit mit einem schwedischen Sondermaschinenbauer perfekt in den Workflow bei Husqvarna integriert wurde.
Sekundenschnell und mit hoher Qualität
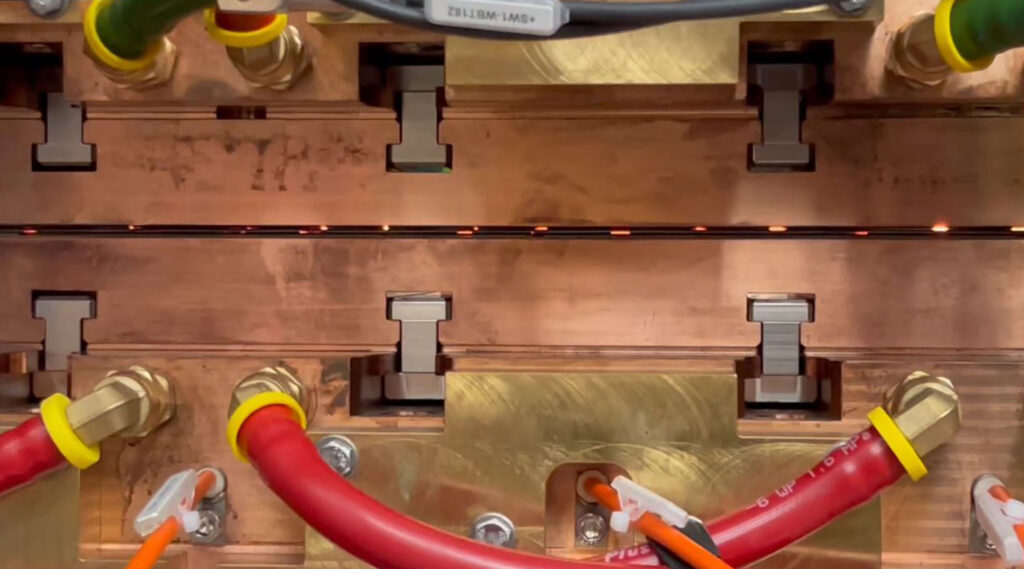
Die automatisierte Buckelschweißanlage wurde mit dem von DALEX entwickelten elektropneumatischen Antrieb über Balgzylinder mit einer maximalen Kraft von 250 kN bei 6 bar konzipiert. Ein bauseitiger Handlingsroboter legt die gestapelten Führungsschienen in das für die unterschiedlichen Längen entsprechende Werkzeug in der Schweißanlage ein. „Die große Gleichstromschweißmaschine ist für hohe Leistungen mit sehr langer Einschaltdauer ausgelegt. Sie schweißt die 38 Buckel, um die drei Bleche zu einer dreilagigen Führungsschiene zu verbinden, in einem Hub – und das in nur 3,5 Sekunden inklusive Hoch- und Runterfahrens der Werkzeuge. Der gesamte automatisierte Vorgang mit Zuführung der Einzelteile ist in etwa 5 Sekunden abgeschlossen“, zeigt sich Christoph Desch begeistert. Nach der Schweißung werden die fertigen Bauteile von einem Roboter entnommen und zur Stabilisierung in einem Härteofen thermisch nachbehandelt.
Um eine gleichbleibend hohe Qualität der Schweißverbindung zu garantieren, verwendet DALEX den selbst entwickelten Elektro-Pneumatischen Schweißantrieb (EPS). Dazu Christoph Desch: „Ein guter Indikator für die Schweißqualität beim Widerstandsschweißen ist das Kraftniveau während des Stromverlaufs. Je gleichmäßiger die Kraft während der Schweißung einwirkt, umso besser verbinden sich die Teile. Dank des hervorragenden Nachsetzverhaltens – praktisch ohne zeitliche Verzögerung – ist mit unserem EPS-Antrieb eine nahezu konstante und effektive Schweißkraft über die gesamte Schweißung hinweg realisierbar. Zudem lassen sich die Schweißelektroden präzise verstellen sowie sanft und schlagfrei auf das Werkstück aufsetzen. Diese schnellen und dynamischen Eigenschaften gewährleisten eine ausgezeichnete Schweißqualität.“ Zusätzlich punktet der EPS mit einem niedrigen Energiebedarf, geringer Geräuschentwicklung und reduziertem Verschleiß.
Auf Herz und Nieren getestet
Um von Anfang an Fehler auszuschließen, optimale Prozessparameter zu ermitteln und die Übertragbarkeit in die Produktion zu sichern, führte DALEX im hauseigenen Technologie-Center schon im Vorfeld Testschweißungen unter realistischen Bedingungen durch – als perfekte Ergänzung zur schweißtechnischen Beratung. Und auch vor dem Transport nach Schweden und der finalen Inbetriebnahme vor Ort testeten die Schweißexperten die komplette Anlage nochmal auf Herz und Nieren, damit alles zuverlässig funktioniert.
Mit dem T-Center ist DALEX hervorragend ausgerüstet für solche frühzeitigen Tests, denn dort kann auf betriebsbereit angeschlossene Schweißzangen sowie Punkt-, Buckel- und Rollennahtschweißmaschinen in Wechselstrom-, Mittelfrequenz- und KE-Technik zurückgegriffen werden. Dank unterschiedlicher Schweißsteuerungen namhafter Hersteller können die Experten die Unterschiede demonstrieren und das für die Aufgabe beste System und die passende Maschinenkonfiguration wählen. Darüber hinaus sind sie in der Lage, improvisierte Schweißwerkzeuge zu erstellen, um mit diesen Hilfsschweißwerkzeugen dann ein optimales Schweißergebnis zu erzielen.
Mit spezieller Messtechnik analysiert DALEX die Anlagen und Schweißprozesse. So lassen sich Störungen insbesondere bei voll- und teilautomatisierten Prozessen schnell und einfach identifizieren und beheben. Für die Diagnose, Inbetriebnahme und zur Funktionsüberwachung der mitunter extrem schnellen Bewegungsabläufe in den komplexen Anlagen sorgen beispielsweise moderne Hochfrequenz-Videoanlagen. So kann DALEX Stillstandzeiten in Bewegungsabläufen ermitteln und damit Taktzeiten reduzieren. „Darüber hinaus können wir die Qualität der Schweißverbindungen durch den Einsatz modernster Mess- und Schliffbildtechnik metallografisch untersuchen und belegen“, ergänzt Christoph Desch.
Fazit
Die automatisierte Sonder-Portalschweißanlage von DALEX erlaubt es Husqvarna, seine Führungsschienen für ihre Motorsägen in höchster Qualität und Effizienz herzustellen. Mit diesem Projekt hat DALEX wieder einmal seine Expertise nicht nur in punkto Schweißtechnologie, sondern auch bei Automationslösungen und Prozessoptimierung eindrucksvoll unter Beweis gestellt. Die abgestimmte Anlage wird zweifellos dazu beitragen, die Produkte von Husqvarna auf dem Markt weiterhin erfolgreich zu positionieren.
Weitere Informationen:
dalex.de




