
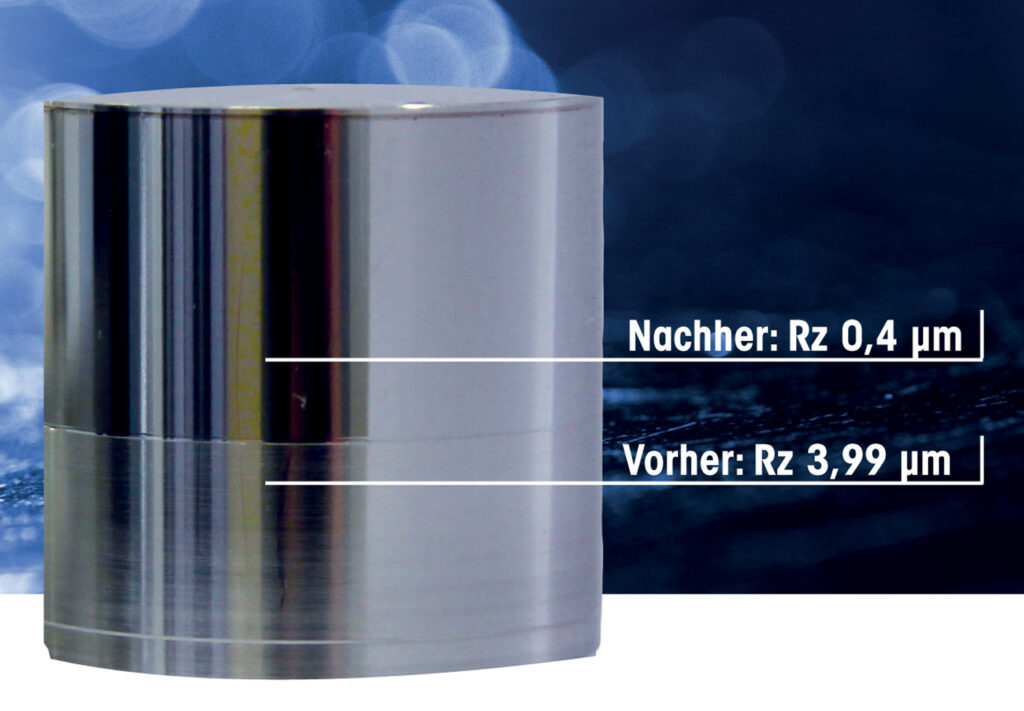
Perfekte Oberflächenqualität: Diamantwerkzeuge mit Kaltverformungstechnologie glätten schnell und wirtschaftlich auch härteste Materialien.
Schluss mit zeitaufwendigem Schleifen, Honen und Läppen!
Die Herstellung von geglätteten und verfestigten Oberflächen an Bauteilen und Werkstücken mit Härten von bis zu 65 HRC ist eine äußerst anspruchsvolle Aufgabe. Doch die Herausforderung, Rautiefen von unter Rz <1,0 µm zu erreichen, findet ihre Lösung in den zeus Diamant-Glättewerkzeugen, entwickelt von Hommel+Keller Präzisionswerkzeuge GmbH aus Aldingen. Die Glättewerkzeugsets 510 und 520 eröffnen Anwendern die Möglichkeit, das Glätten von Bauteilen nahtlos in den Bearbeitungsprozess auf einer Maschine zu integrieren und somit eine vollständige Komplettbearbeitung zu realisieren. Durch die Kaltverformungstechnologie können diese Werkzeuge in kürzester Zeit Wellen, Außen- und Innenkonturen selbst dünnwandiger Bauteile perfekt glätten. Die zeus Glättetechnik ersetzt dabei bisher notwendige nachfolgende Bearbeitungsschritte und bietet eine äußerst wirtschaftliche Alternative zu Verfahren wie Honen, Superfinishen, Polieren oder Schleifen, um höchste Oberflächengüten zu erzielen.
Selbst in den anspruchsvollsten Bereichen der industriellen Produktion ist die Realisierung von feinsten, makellos glatten Oberflächen mit äußerst geringen Toleranzen von entscheidender Bedeutung. Die Leistungsfähigkeit und Qualität von Hochpräzisionsprodukten stehen oft in direktem Zusammenhang mit der Oberflächengüte ihrer einzelnen Bauteile. Um dieses Qualitätsniveau zu erreichen, ist in der Regel eine aufwendige Nachbearbeitung erforderlich.
Sigmund Grimm, Geschäftsführer von Hommel+Keller: „Die Herstellung glatter Oberflächen mit Rautiefen von unter Rz <1,0 µm ist die Königsdisziplin in der Metallbearbeitung. Selbst unter Einsatz von Honen, Läppen oder Schleifen erfordert es bei harten und dünnwandigen Bauteilen, wie beispielsweise aus Titan, Platin, gehärteten Stählen oder Superlegierungen, einen erheblichen zeitlichen und finanziellen Aufwand, um annähernd solche makellosen Oberflächen zu erzielen. Die Nachfrage nach derartig hohen Oberflächengüten steigt in allen Branchen kontinuierlich an.“

Diese Hervorhebung der Wichtigkeit von hochglänzenden Oberflächen und der damit verbundenen Herausforderungen verdeutlicht die Bedeutung von leistungsstarken Lösungen wie den Glättewerkzeugen von Hommel+Keller für die moderne Fertigung.
Der Diamant gilt allgemein als einer der härtesten Materialien, weit überlegen gegenüber herkömmlichen Substanzen wie Korund. Hinzu kommen seine herausragende Verschleißfestigkeit und sein exzellentes Wärmeleitvermögen. Ein MKD-Diamant (Monokristalliner Diamant), zeichnet sich besonders durch diese Eigenschaften aus.
Die Glattwalz-Technologie ermöglicht das Glätten und Verfestigen von Oberflächen durch präzisen Druck einer polierten Diamantspitze. Dabei erfolgt die Verformung der Oberflächentopografie kalt, wodurch selbst die wellenartigste Oberfläche, die durch herkömmliches Vorarbeiten entsteht, geglättet wird. Die Rz-Werte, welche die gemittelte Rautiefe angeben, können auf weniger als 1 µm reduziert werden. Gleichzeitig steigt die Eigenspannung des Materials, und die Oberfläche wird verfestigt, was zu einer Erhöhung der Oberflächenhärte führt. Dies wiederum verbessert die Dauerschwingfestigkeit und verschiebt die Grenzen der Werkstoffermüdung. Insgesamt resultiert daraus eine erhebliche Verbesserung der dynamischen Belastbarkeit sowie des Traganteils der Oberfläche.
In dieser Kombination aus Präzision, Effizienz und Leistungsfähigkeit zeigt sich die beeindruckende Wirkung des kleinen Diamanten, der große Veränderungen ermöglicht.
Das Bearbeiten von gehärteten Bauteilen ist mit zeus Diamant-Glättewerkzeugen bis 65 HRC mit einer speziellen Anordnung der Tellerfedern realisierbar. So ist in der Standardanordnung (Auslieferungszustand) eine Federkraft von 50 bis 150 N je nach Zustellung möglich. Für gehärtete Bauteile kann diese dank einer anderen Anordnung der Tellerfedern auf bis zu 350 bis 400 N erhöht werden.
Sigmund Grimm: „Unsere zeus Diamant-Glättetechnologie bietet ein Höchstmaß an Prozesssicherheit. Sie lässt sich nahtlos in bestehende Bearbeitungsprozesse integrieren, ohne, dass zusätzliche Arbeitsgänge auf anderen Maschinen erforderlich sind. Dadurch entfallen jegliche zusätzlichen Rüst- und Liegezeiten, und eine Fremdvergabe wird überflüssig. Ein weiterer Vorteil gegenüber dem ’klassischen’ Rollieren ist, dass durch die Punktberührung der Diamantspitze mit dem Bauteil ein wesentlich geringerer Verschleiß auftritt. Dank kurzer Durchlaufzeiten und geringer Investitionen, die schnell amortisiert werden, stellt dieses Verfahren eine qualitativ hochwertige und kostengünstigere Alternative zu spanabhebenden Verfahren dar.“



In der Kombination aus Härte und Feinheit entfalten die zeus Diamant-Glättewerkzeuge eine bemerkenswerte Flexibilität und steigern die Produktivität erheblich. Für Anwendungen im Bereich Langdrehen oder als Einstiegsmodell bietet Hommel+Keller die Werkzeug-Serie 510 mit fixiertem Werkzeugkopf an. Die einfache Einstellung und die kompakte Bauweise ermöglichen den Einsatz selbst in engen Bauräumen. Mit einer festen Kopfneigung von 35° bzw. 45° eignet sich diese Serie besonders für die präzise Glättung zylindrischer Oberflächen oder auch Fasen.
Für anspruchsvollere Bearbeitungsaufgaben, die über die Zylinderoberflächen hinausgehen – wie konische, konvexe oder konkave Geometrien – kommt das universell einsetzbare Glättewerkzeugset 520 zum Einsatz. Als wahres „Multitalent“ verfügt es über einen variabel verstellbaren Werkzeugkopf. Auch Planseiten mit Übergängen zu Fasen oder Radien lassen sich mühelos bearbeiten. Die flexible Schwenkfähigkeit des Werkzeugkopfes im Bereich von +/- 90° ermöglicht eine breite Anwendungsvielfalt, sogar bis zum Bund.
In beiden Werkzeugserien gewährleistet der achtfache Positionswechsel der Spitze eine bemerkenswerte Standzeit. Die Glättungsgeschwindigkeit erreicht bis zu 200 m/min, während ein Vorschub von bis zu 0,2 mm/U möglich ist. Beide Werkzeugsets werden mit entsprechenden Schaftadaptern geliefert, wodurch sie problemlos auf verschiedenen Maschinen eingesetzt werden können. Diamantspitzen mit Radien von 0,2 bis 2,0 mm sind direkt ab Lager erhältlich.
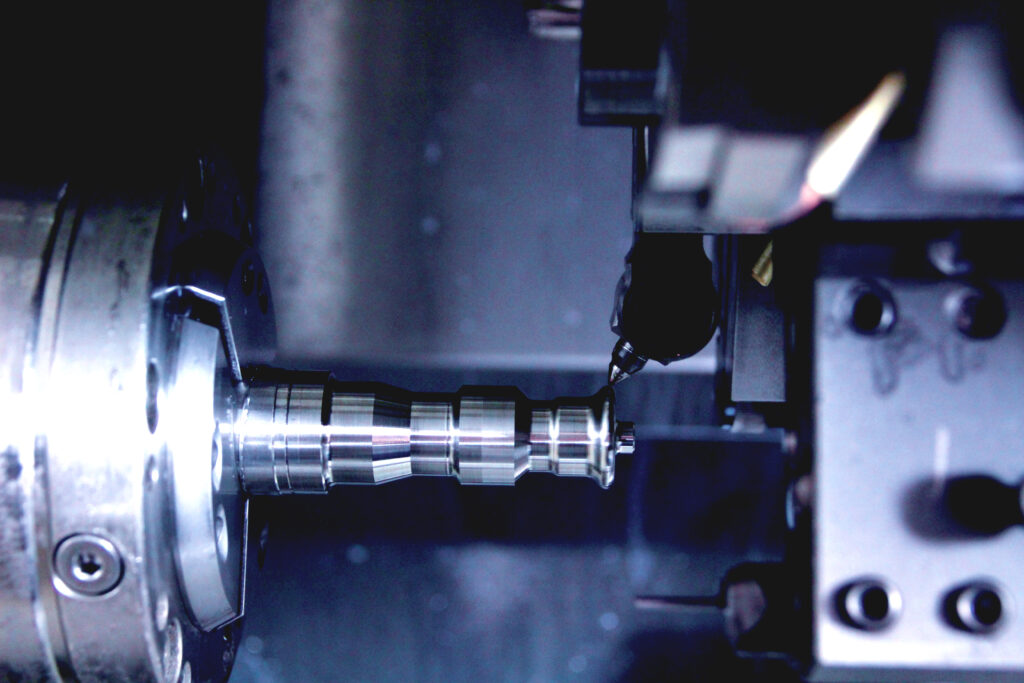
Die praktischen Vorteile zeigen sich deutlich in der Anwendung, wie etwa auf einem Kurzdreher bei der Bearbeitung einer Antriebswelle aus 42CrMoS4 (1.7227) mit der Anforderung einer Oberflächenrauheit von Rz 1 – 1,5 µm:
Bauteilgeometrie: Mantelfläche Ø 20 mm / 60 mm lang
Angabe Diamantspitze: Spitze mit R = 1 mm
Radius Vordrehplatte: 0,4 mm (Oberflächenrauheit Rz 5 – 10 µm)
Schnittdaten (1-Schnitt): Vc 120 m/min
F in Z 0,03 mm/U
ap 0,03 – 0,05 mm
Hauptnutzungszeit: 1,05 min
Erzielter Rz-Wert: 1 µm
Sigmund Grimm: „Alternative Fertigungsverfahren wie z.B. Außenrundschleifen würden hier mit erheblichen Mehrkosten einhergehen. Daher erweist sich in diesem Fall die Anwendung eines Diamant-Glättewerkzeugs als deutlich kosteneffizienter, produktiver und ist mit einer schnellen Amortisationszeit verbunden.“
Weitere Informationen:
hommel-keller.de




